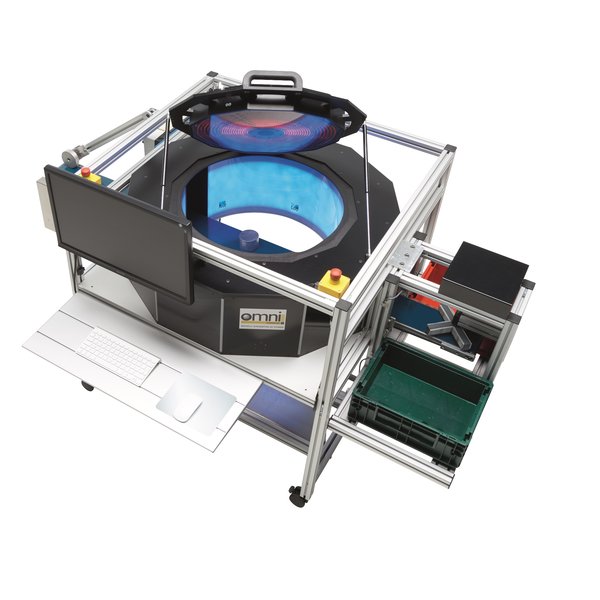
Optische Teilekontrolle – Orbiter 600 by Omni Control
Optische Kontrolle von Rundgehäusen im Durchlauf
Funktion
Über eine Schikane am Förderband werden die Teile mittig ausgerichtet, unabhängig von der Drehlage der Teile. Befindet sich das Teil im Zentrum der ORBITER600-Prüfzelle, wird es angeblitzt und die Bildaufnahme durchgeführt. Über eine Laufrad- Encoder und Lichtschranken am Ein- und Auslauf der Prüfzelle werden die Teile verfolgt.
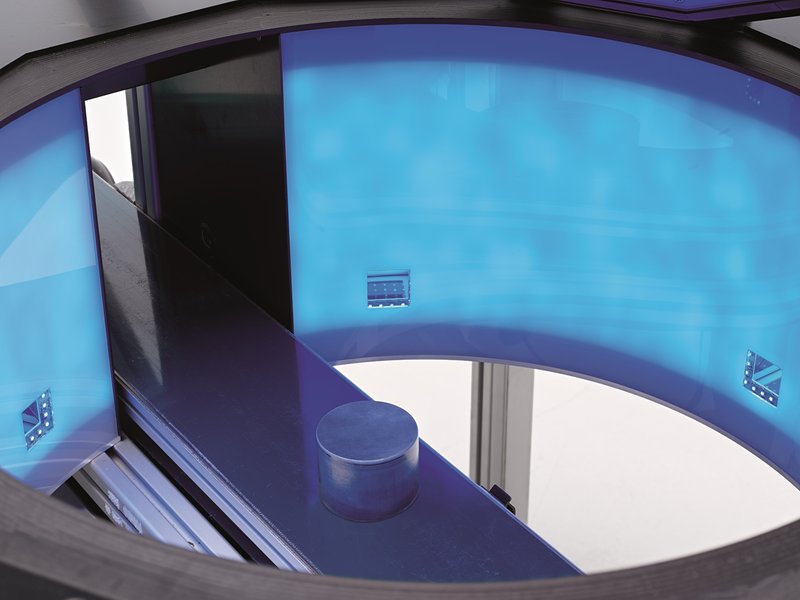
Die Bilder der insgesamt 6 Kameras werden zu einer künstlichen Abwicklung zusammengeführt. Da alle Kameras zueinander kalibriert sind, wird ein nahtloses und entzerrtes Gesamtbild erzeugt und ausgewertet.
Zwei Beleuchtungsprinzipien werden für die Aufnahme kombiniert: Eine diffuse Rundumbeleuchtung (blau) mit einem Streiflicht aus Beleuchtungsringen (rot) von oben.
Die Helligkeit der Beleuchtungen lässt sich über die Prüfsoftware einstellen, wobei die Ringe der Streiflichtbeleuchtung individuell ansteuerbar sind. Auf diese Weise kommt für jeden Teiletyp die bestmögliche Beleuchtungskombination zum Einsatz.
Die Kameras sind im Inneren der Prüfzelle verborgen. Aufgrund der speziell eingesetzten Optik ist ein »scharf stellen« für die Bildaufnahme nicht erforderlich.
Eine siebte Kamera von oben kontrolliert, ob das Teil ausreichend mittig positioniert liegt.
Einsatzgebiete in der Fertigung
- 360° Oberflächenprüfung der Mantelfläche von Rundteilen
- Prüfung auch von abgeflachten Gehäusen möglich
- Metall- und Kunststoffteile mit matten, spiegelnden oder gemischten Oberflächen
- Erkennung von mechanischen Fehlern an glatten Oberflächen
- Detektion von zerklüfteten Doppelungen durch Kettenfehleralgorithmus
Ihre Vorteile auf einen Blick
- IM PRESSETAKT - Orbiter600 prüft die Werkteile im Pressetakt
- KOMPAKTE BAUGRÖSSE - Mit nur 1m² Platzbedarf passt der Orbiter600 in jede Produktionshalle
- STUMPFE UND GLÄNZENDE OBERFLÄCHEN - Es können nucht nur stumpfe und glänzende Oberflächen geprüft werden, sondern auch gemischte.
- 100% DER FEHLERHAFTEN TEILE WERDEN AUSSORTIERT - Durch die Kombination von diffusem Auflicht und Streiflicht werden die fehlerhaften Teile optimal aussortiert
Fakten
- Oberflächenkontrolle im Durchlauf auf dem Förderband
- Prüfung von Rundteilen oder abgeflachten Teilen
- 360° Oberflächenprüfung, künstliche Abwicklung
- Auswertung einer Gesamtabwicklung anstatt von mehreren Teilbildern
- Hoher Durchsatz - bis 120 Teile/min
- Auswertung einer Gesamtabwicklung anstatt von mehreren Teilbildern
- Geringer Platzbedarf: reine Messzelle besitzt nur 1m² Grundfläche

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jetzt Termin zur Beratung vereinbaren