

Steigerung der Hubzahlen um das Doppelte
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
![]()
Reduzierung der Stückkosten um bis zu 42%
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden

Reduzierung der Materialkosten um bis zu einer Million Euro pro Jahr
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
Erhöhung der Ausbringungsmenge
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
![]()
Taktzeiten erhöhen bis zu 250%
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
![]()
Automatisierung von Handeinlegeprozessen
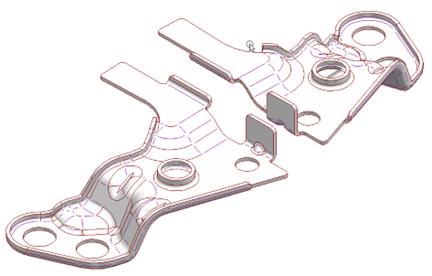
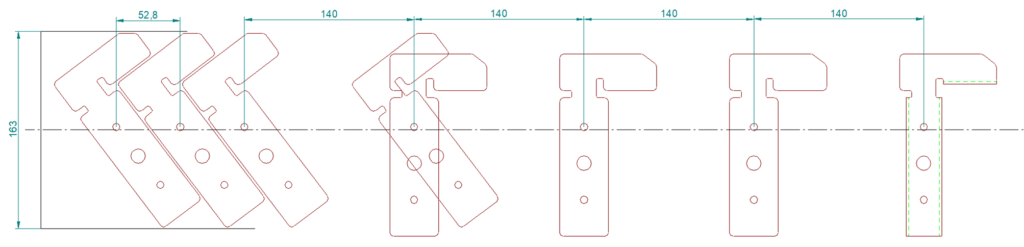
Kundenbeispiel „Radiogehäuse“
FRÜHER:
1: Stanzen des halbfertigen Gehäuses im Folgeverbundwerkzeug auf einem Stanzautomaten (Taktzeit ca. 30/ Minute)
2: Zwischenlagern der Platinen in Gitterboxen
3: Einlegen der Platinen von Hand in ein dreistufiges Transferwerkzeug in einer hydraulischen Presse mit Sondertransfersystem (Taktzeit ca. 10/ Minute)
HEUTE:
Effiziente und wirtschaftliche Herstellung mit dem KIWI Transfersystem:
1: Stanzen und Umformen des Radiogehäuses in Hybridfertigung auf einem Stanzautomaten mit dem KIWI Transfersystem:
Mit Hilfe des KIWI Transfersystems konnten die zwei Arbeitsgänge zu einem Arbeitsgang zusammengefasst werden. (Taktzeit ca. 35 / Minute)
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
![]()
Und vieles mehr....
Sprechen Sie uns an, wir beraten Sie gerne!
Wird in Kürze ergänzt
Weitere Informationen finden Sie hier Erfolgsgeschichten unserer zufriedenen Kunden
![]()